全国咨询热线:
+181-6858-1176


镇江鑫华数控科技有限公司
Xinhua Zhenjiang CNC Technology Co.Ltd.
全国咨询热线:
+181-6858-1176
镇江鑫华数控科技有限公司
Xinhua Zhenjiang CNC Technology Co.Ltd.
数控机床操作面板是数控机床的重要组成部件,是操作人员与数控机床(系统)进行交互的工具,操作人员可以通过它对数控机床(系统)进行操作、编程、调试、对机床参数进行设定和修改,还可以通过它了解、查询数控机床(系统)的运行状态,是数控机床特有的一个输入、输出部件。
那么我们就了解一下CAK机床操作面板,熟悉常用键的功能都有哪些,这样能让您更快地上手机床。

在进行操作前,首先要确定具体的操作方式——

上图六个键是操作方式选择键,用于选择机床的六种操作方式。任何情况下,仅能选择一种操作方式。
1
编辑操作方式
 编辑方式是输入、修改、删除、查询、调出工件加工程序的操作式。在输入、修改、删除工件加工程序操作前,要将程序保护开关打开。在这种方式下,工件程序不能运行。
编辑方式是输入、修改、删除、查询、调出工件加工程序的操作式。在输入、修改、删除工件加工程序操作前,要将程序保护开关打开。在这种方式下,工件程序不能运行。
2
手动数据输入方式
 在这种方式下,可以通过数控系统(CNC)键盘输入一段程序,然后通过按循环启动键予以执行。通常这种方式用于简单的测试操作。
在这种方式下,可以通过数控系统(CNC)键盘输入一段程序,然后通过按循环启动键予以执行。通常这种方式用于简单的测试操作。
3
自动操作方式
 自动操作方式,是按照程序的指令控制机床连续自动加工的操作方式。程序在执行前已装入数控系统的存储器内,所以这种方式又称为存储程序操作方式。
自动操作方式,是按照程序的指令控制机床连续自动加工的操作方式。程序在执行前已装入数控系统的存储器内,所以这种方式又称为存储程序操作方式。
4
手动操作方式
 按下手动操作方式键,机床进入手动操作方式。在这种方式下可以实现机床所有手动功能的操作,各功能操作如下。
按下手动操作方式键,机床进入手动操作方式。在这种方式下可以实现机床所有手动功能的操作,各功能操作如下。
X 轴及 Z 轴点动和点动速率,由以下功能键来完成。

主轴 顺时针转、逆时针 转、停止和点动,由以下功能键来完成。

注意事项:
1
不许在空档位置启动主轴 !
2
启动主轴前务必关好防护门 !
3
装备非液压卡盘的机床,在未装卡工件的情况下不许高速旋转主轴!!!
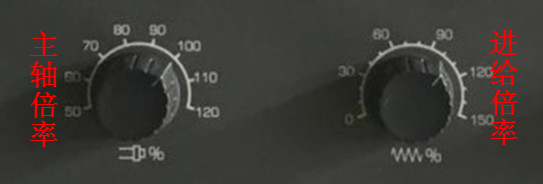
主轴和进给倍率还可以通过面板下方的旋钮进行调整。

冷却液开闭
 按下冷却液开闭键,冷却液泵通电工作。打开冷却液阀门,冷却液喷出。若再按一下此键,冷却液泵断电,冷却液关闭。
按下冷却液开闭键,冷却液泵通电工作。打开冷却液阀门,冷却液喷出。若再按一下此键,冷却液泵断电,冷却液关闭。
手动选刀操作
 按住手动选刀键,刀架自动松开,然后逆时针方向转位,并且通过刀架上的无触点开关搜寻所需求的刀位。释放选刀键后,刀架自动反靠,然后锁紧在邻近的低号位上。显示器 的右下角显示出当前的刀位号 TXXXX。
按住手动选刀键,刀架自动松开,然后逆时针方向转位,并且通过刀架上的无触点开关搜寻所需求的刀位。释放选刀键后,刀架自动反靠,然后锁紧在邻近的低号位上。显示器 的右下角显示出当前的刀位号 TXXXX。

5
手摇脉冲进给方式
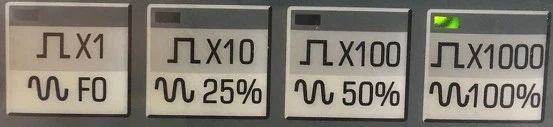
 按下手摇键,键指示灯亮,机床处于手摇进给操作方式。操作者可以摇动手摇轮(手摇脉冲发生器)令刀架前后、左右运动。其速度快慢随意调节,非常适合于近距离对刀等操作。手摇脉冲上有倍率旋钮,与面板上的倍率按键是同步的。
按下手摇键,键指示灯亮,机床处于手摇进给操作方式。操作者可以摇动手摇轮(手摇脉冲发生器)令刀架前后、左右运动。其速度快慢随意调节,非常适合于近距离对刀等操作。手摇脉冲上有倍率旋钮,与面板上的倍率按键是同步的。
6
返回参考点方式
 按下此键 ,机床处于手动返回参考点操作方式,屏幕左上角显示“机械零点”字样。
按下此键 ,机床处于手动返回参考点操作方式,屏幕左上角显示“机械零点”字样。
7
循环启动和暂停
 在自动操作方式和手动数据输入方式(MDI)下都用它启动程序的执行。在程序执行期间,其左上角指示灯亮。
在自动操作方式和手动数据输入方式(MDI)下都用它启动程序的执行。在程序执行期间,其左上角指示灯亮。
 在自动操作方式和手动数据输入方式(MDI)下,在程序正执行期间,按下此键,程序的执行被暂停。再按下循环启动键后,程序继续执行。
在自动操作方式和手动数据输入方式(MDI)下,在程序正执行期间,按下此键,程序的执行被暂停。再按下循环启动键后,程序继续执行。
8
试运行( 空运行)操作
 试运行操作,也可称做空运行,是在不切削的条件下试验、检查新输入的工件加工程序的操作。为了缩短调试时间,在试运行期间进给速率被系统强制在最大值上。
试运行操作,也可称做空运行,是在不切削的条件下试验、检查新输入的工件加工程序的操作。为了缩短调试时间,在试运行期间进给速率被系统强制在最大值上。
9
机床锁住操作
 在机床锁住状态下,手动、自动和MDI方式下的各轴移动操作(点动、手摇进给)只能使位置显示值变化,而机床各轴不动。但主轴、 冷却、刀架照常工作。
在机床锁住状态下,手动、自动和MDI方式下的各轴移动操作(点动、手摇进给)只能使位置显示值变化,而机床各轴不动。但主轴、 冷却、刀架照常工作。
10
机床辅助锁住操作
 按下辅助锁键,机床操作数字键上方对应键指示灯亮,机床锁住状态有效。再按一次,键指示灯灭,机床锁住状态解除。锁住状态下主轴、 冷却、刀架都不工作。
按下辅助锁键,机床操作数字键上方对应键指示灯亮,机床锁住状态有效。再按一次,键指示灯灭,机床锁住状态解除。锁住状态下主轴、 冷却、刀架都不工作。
11
单程序段操作
 在自动或MDI操作方式下单程序段功能有效期间,每按一次循环启动键,仅执行一段程序,执行完就停下来。再按下循环起动键,又执行下一段程序。
在自动或MDI操作方式下单程序段功能有效期间,每按一次循环启动键,仅执行一段程序,执行完就停下来。再按下循环起动键,又执行下一段程序。
12
机床导轨润滑操作
 在手动方式下按一下导轨润滑键 ,润滑开始运行,润滑时间可自行设定,10秒后自结束。
在手动方式下按一下导轨润滑键 ,润滑开始运行,润滑时间可自行设定,10秒后自结束。

镇江鑫华数控科技有限公司
Xinhua Zhenjiang CNC Technology Co.Ltd.
地址 :江苏省镇江市丹徒区高资街道唐驾庄(346国道北侧)
电话(传真 ) :0511-85680006 0511-85683223
邮箱 :zjxhskkj@163.com
联系人:沈茜
电话 : 18168581176