全国咨询热线:
+181-6858-1176


镇江鑫华数控科技有限公司
Xinhua Zhenjiang CNC Technology Co.Ltd.
全国咨询热线:
+181-6858-1176
镇江鑫华数控科技有限公司
Xinhua Zhenjiang CNC Technology Co.Ltd.
镇江鑫华数控----王丹
推荐语
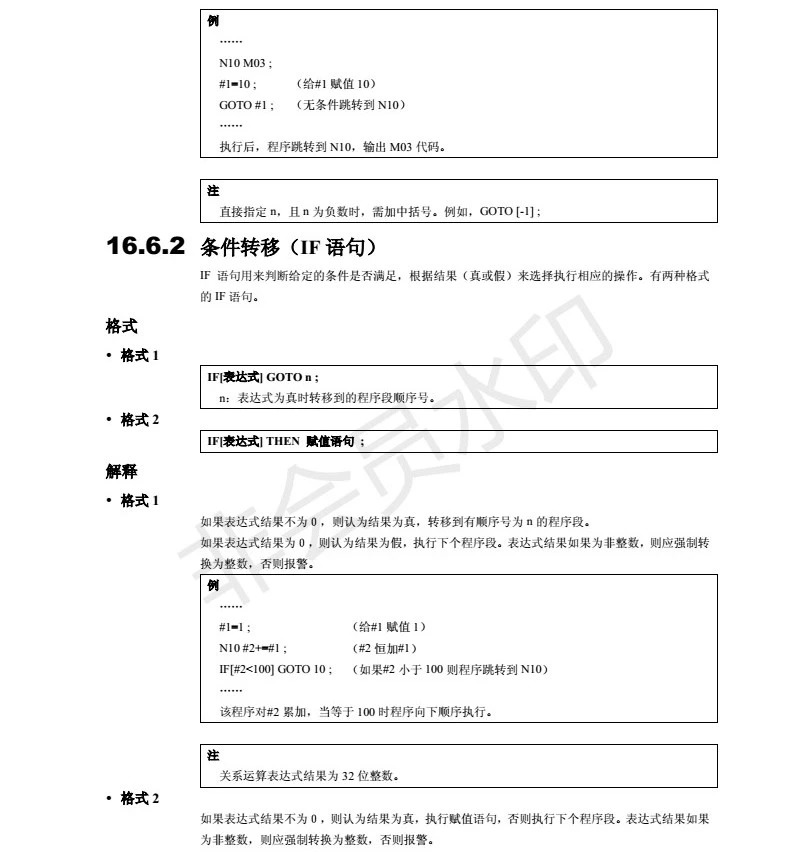
在数控车床上实现大螺距螺纹的自动加工一直是加工的亮点,凯恩帝系统教您如何通用编制宏程序实现大螺距梯形螺纹或蜗杆的加工。
一、加工螺纹的一般方法
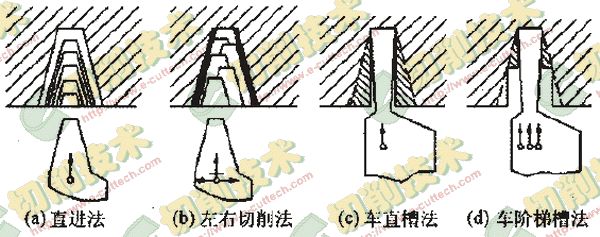
在数控车床加工螺纹一般有四种方法;直进法、斜进法、左右切削法和切槽刀粗切槽法四种。

1、直进法;如图a所示:螺纹刀间歇性进给到牙深处,三面都参与切削,排屑困难,切削力和切削热增加,刀尖磨损严重,进刀量过大时还可能产生扎刀现象。很显然加工大螺距梯形螺纹和蜗杆是不可取的。与直进法相反是斜进法:螺纹车刀沿牙型角方向斜向间歇进给到牙深处,采用此种方法加工梯形螺纹时螺纹车刀始终只有一侧刀刃参加切削,从而排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起扎刀现象。
2、左右切削法;如图b所示:螺纹车刀沿牙型角方向交错间隙进给至牙深,该方法同于斜进法,在数控车床上采用宏程序编程来实现。
3、切槽刀粗切槽法;如图c和d所示,该方法先用切槽刀粗切槽或左右递进切槽,再用梯形螺纹车刀加工螺纹两侧面,这种方法在数控车中较难实现。
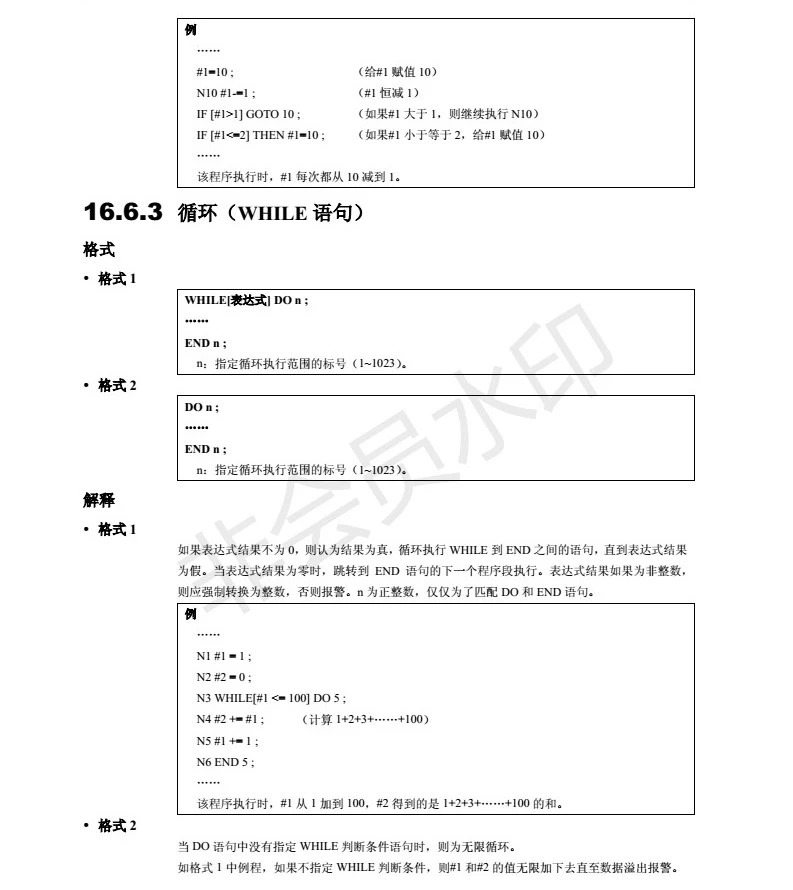
二、加工蜗杆和大螺距梯形螺纹的方法
针对上述分析,解决方法是把螺纹或蜗杆的牙槽分成若干层,转化成若干个较浅的梯形槽来进行切削,每一层采用先直进后向左的车削方法。由于左切削时槽深不变且沿导轨方向进给。这样就把左右切削法和斜进法结合起来。由于只有一个切削刃进行切削,还可以有效地控制切除余量,这样可以很好地保证表面质量和刀具的使用寿命。如图5所示。

三、加工蜗杆和梯形螺纹的宏程序
1、刀具的选择;车刀选用硬质合金车刀,刀头宽度略小于梯形螺纹的槽底宽度。
2、
宏A程序示例;如加工Tr40×10-7e的梯形螺纹(梯形螺丝,公称直径是40,螺纹公差带为7e),程序如下:
%
G99
T0X0X;(选取梯形刀,刀号自定义)
M03 S350;
M08;
G65 H01 P#101 Q10;(螺距10mm)
G65 H01 P#102 Q5.25;(牙高5.25mm)
G65 H01 P#103 Q0;(初始化每次Z向偏移量)
G65 H01 P#104 Q0.2;(每次X向进给量)
G65 H01 P#105 Q15;(每次Z向起点)
G65 H01 P#106 Q-30;(梯形螺纹长度30mm)
G65 H01 P#107 Q40;(螺纹公称直径)
G65 H01 P#130 Q3.5;(螺纹刀头宽度3.5mm)
G65 H01 P#131 Q3.928;(螺纹槽底宽3.928mm)
G65 H03 P#132 Q#131 R#130;(螺纹槽底宽减去刀头宽)
G65 H02 P#108 Q#107 R3;(偏离公称直径3mm,如果是加工内螺纹则改为H03)
G00 X#108;(X向起刀点)
N100 G65 H03 P#120 Q#105 R#103;(计算Z向起点)
G00 Z#120;(Z向起刀点)
G65 H03 P#109 Q#107 R#104;(X向的进给深度)
G92 X#109 Z#106 F#101;(梯形螺纹加工)
G65 H03 P#103 Q#103 R0.2;(Z向偏移量每次减0.2mm)
G65 H03 P#110 Q#102 R#104;
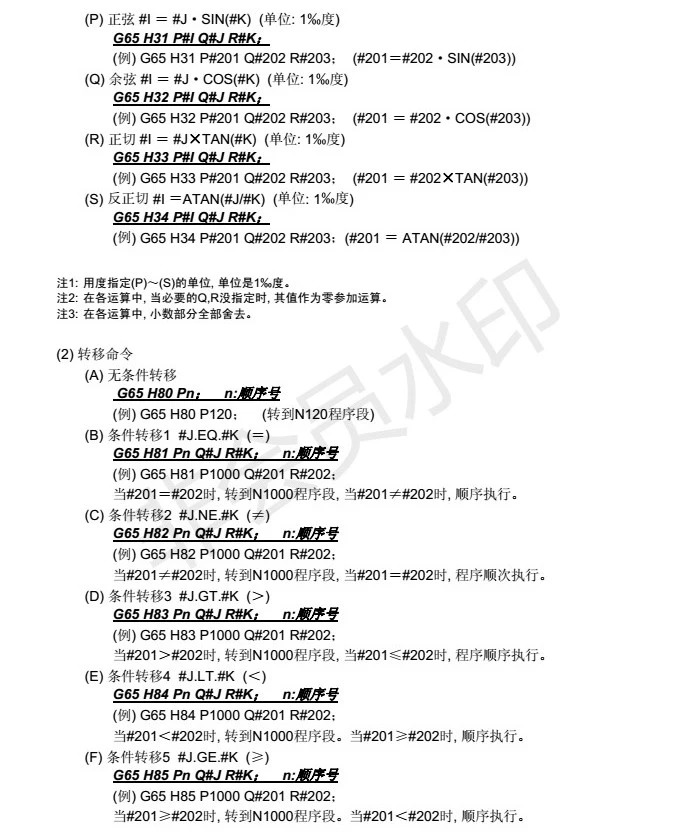
G65 H33 P#111 Q2 R15;!正切值计算(如果是蜗杆则R20
G65 H04 P#121 Q#111 R#110;
G65 H02 P#133 Q#112 R#132;(每层Z向移动量)
G65 H86 P100 Q-#103 R#133;(若每层没切完(则返回N100,注意负号)
G65 H02 P#104 Q#104 R0.2;
G65 H04 P#114 Q#102 R2;
G65 H03 P#116 Q#107 R#114;(每层X向移动量)
G65 H01 P#103 Q0;(每层切完Z向返回初始值)
G92 X#109 Z#106 F#101;(精加工右侧面第一刀)
G92 X#109 Z#106 F#101;(精加工右侧面第二刀)
G92 X#109 Z#106 F#101;(精加工右侧面第三刀)
G65 H03 P#134 Q#105 R#132;(精加工左侧面起刀点计算)
G00 Z#134;!精加工左侧面Z向起刀点,
G92 X#109 Z#106 F#101; !精加工左侧面第一刀,
G00 Z#134;
G92 X#109 Z#106 F#101; !精加工左侧面第二刀,
G00 Z#134;
G92 X#109 Z#106 F#101; !精加工左侧面第三刀,
G00 X100 Z100;
M09;
M05;
M30;
%
宏B程序示例;如加工Tr40×10-7e的梯形螺纹(梯形螺丝,公称直径是40,螺纹公差带为7e),程序如下:
%
G99
T0X0X;(选取梯形刀,刀号自定义)
M03 S350;
M08;
#101=10;(螺距10mm)
#102=5.25;(牙高5.25mm)
#103=0;(初始化每次Z向偏移量)
#104=0.2;(每次X向进给量)
#105=15;(每次Z向起点)
#106=-30;(梯形螺纹长度自定义)
#107=70;(螺纹公称直径)
#130=3.5(螺纹刀头宽度3.5mm)
#131=3.928;(螺纹槽底宽3.928mm)
#132=#131-#130;(螺纹槽底宽减去刀头宽)
#108=#107+3;(偏离公称直径3mm,如果是加工内螺纹则改为H03)
G00 X#108;(X向起刀点)
N100 #120=#105-#103;(计算Z向起点)
G00 Z#120;(Z向起刀点)
#109=#107-#104;(X向的进给深度)
G92 X#109 Z#106 F#101;(梯形螺纹加工)
#103=#103-0.2;(Z向偏移量每次减0.2mm)
#110=#102-#104;
#111=2*TAN[15];
#121=#111*#110;
#133=#112+#132;(每层Z向移动量)
IF[-#103LE#133]GOTO100;
#104=#104+0.2;
#114=#102*2;
#116=#107-#114;(每层X向移动量)
#103=0;(每层切完Z向返回初始值)
G92 X#109 Z#106 F#101;(精加工右侧面第一刀)
G92 X#109 Z#106 F#101;(精加工右侧面第二刀)
G92 X#109 Z#106 F#101;(精加工右侧面第三刀)
#134=#105-#132;(精加工左侧面起刀点计算)
G00 Z#134; 精加工左侧面Z向起刀点,
G92 X#109 Z#106 F#101; 精加工左侧面第一刀
G00 Z#134;
G92 X#109 Z#106 F#101; 精加工左侧面第二刀
G00 Z#134;
G92 X#109 Z#106 F#101; 精加工左侧面第三刀
G00 X100 Z100;
M09;
M05;
M30;
%
四、使用方法
上述程序中参数主要是大径、螺距、牙深、槽宽,以及刀具的刀具号、刀头宽度,如果在加工中遇到梯形螺纹或蜗杆,就把些主要参数在该程序中进行些修改即可。
上述方法加工可以保证刀具不打刀、不扎刀的情况下高精度、高效率地完成蜗杆和大螺距螺纹的加工。
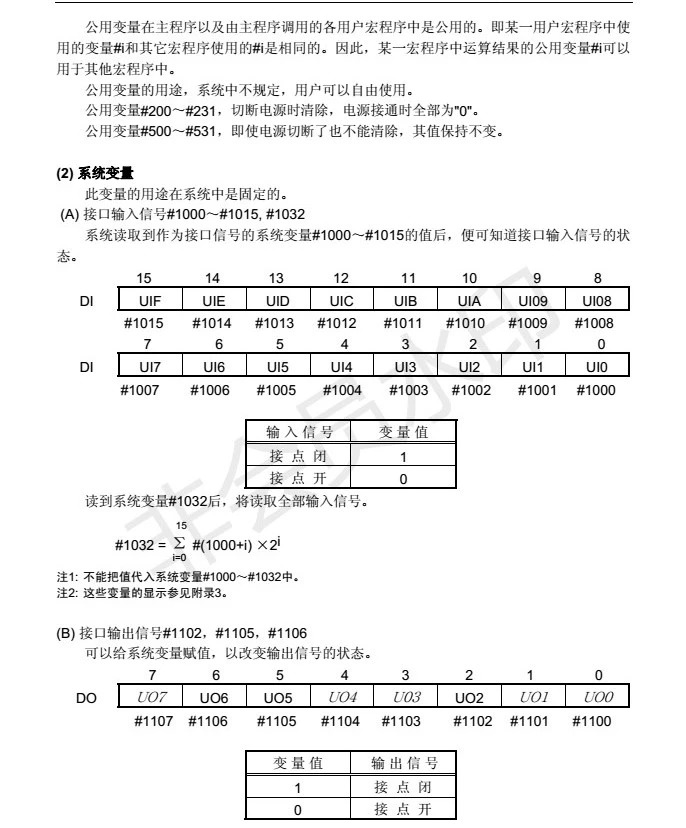
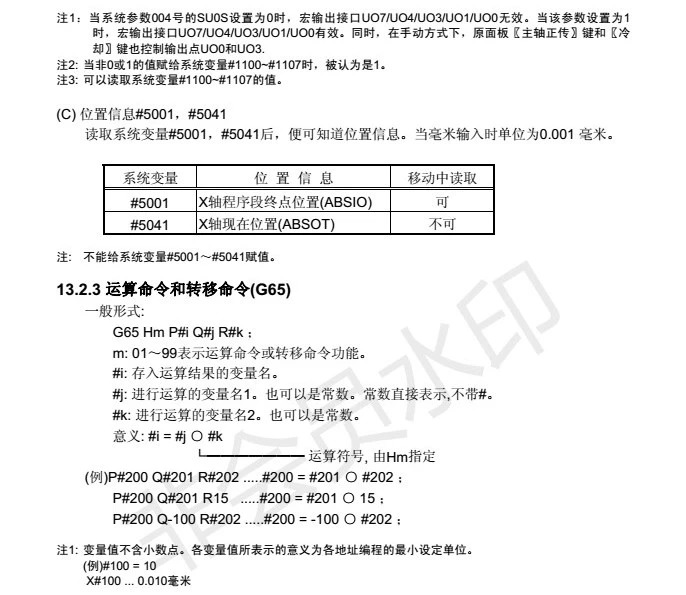
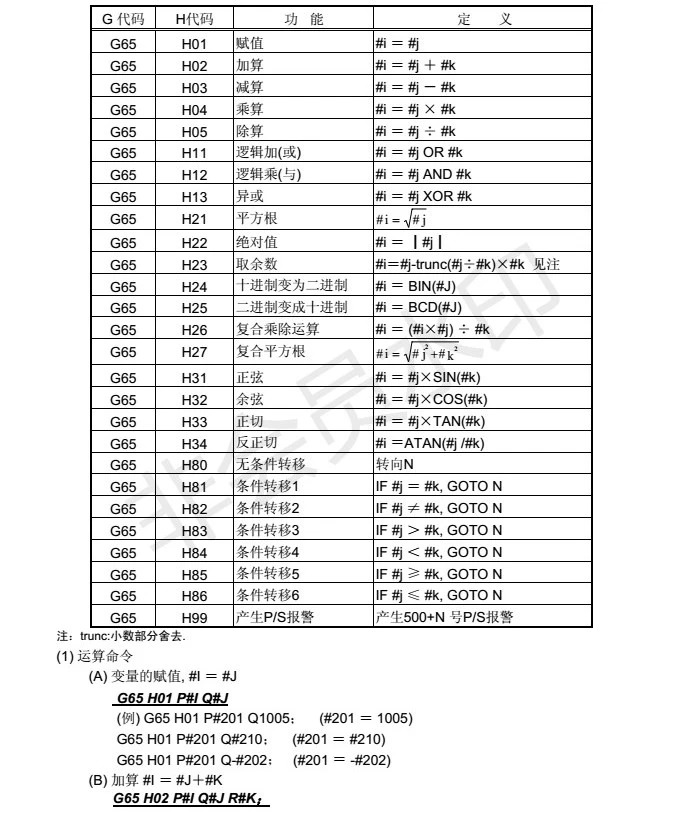
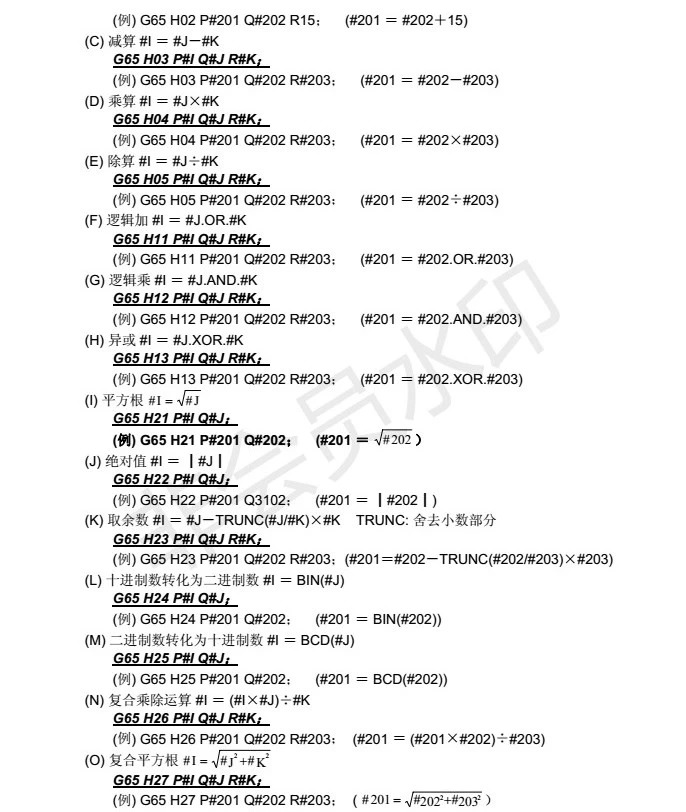
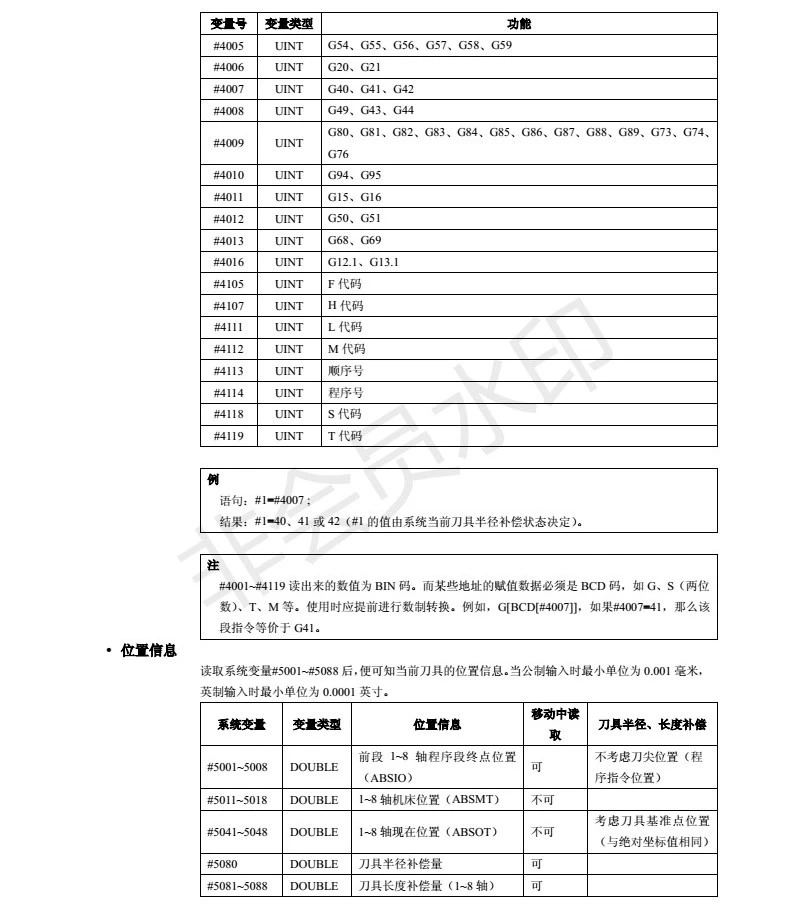
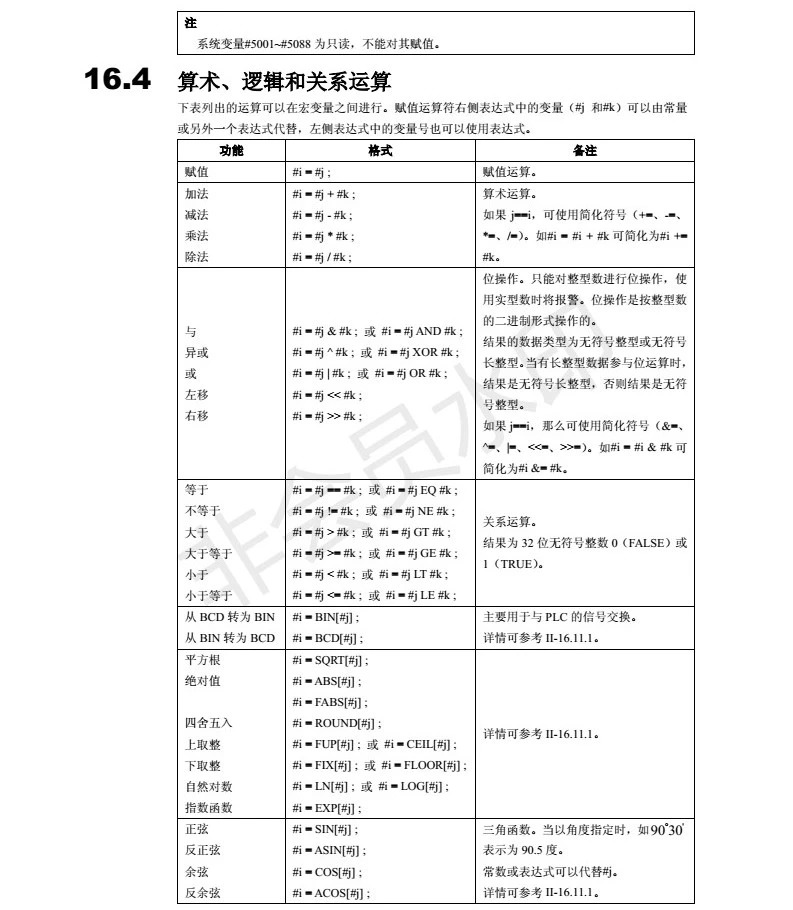
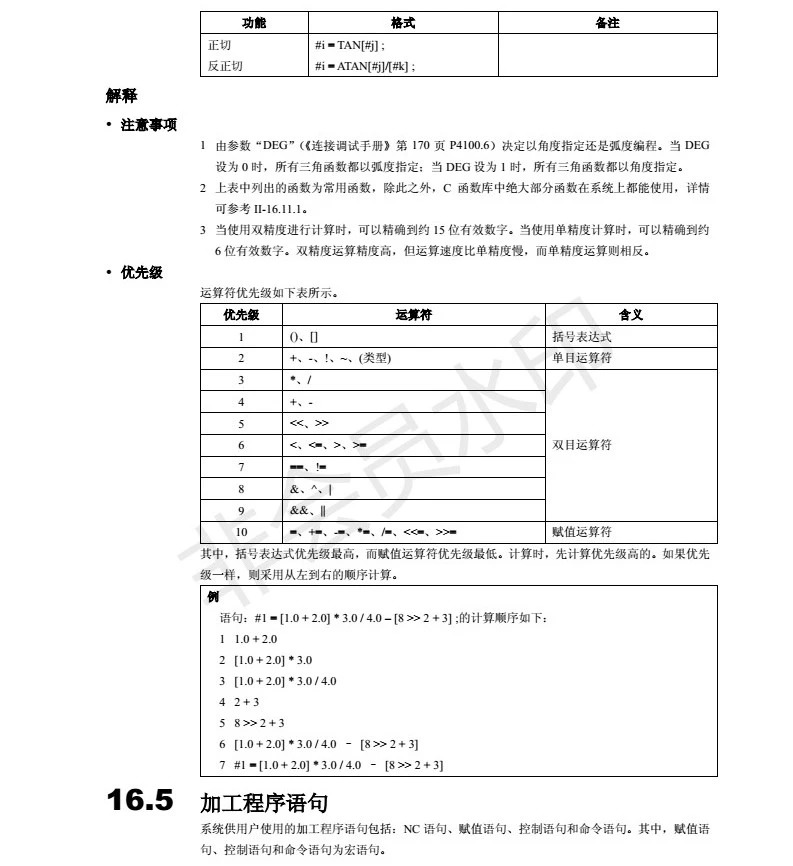
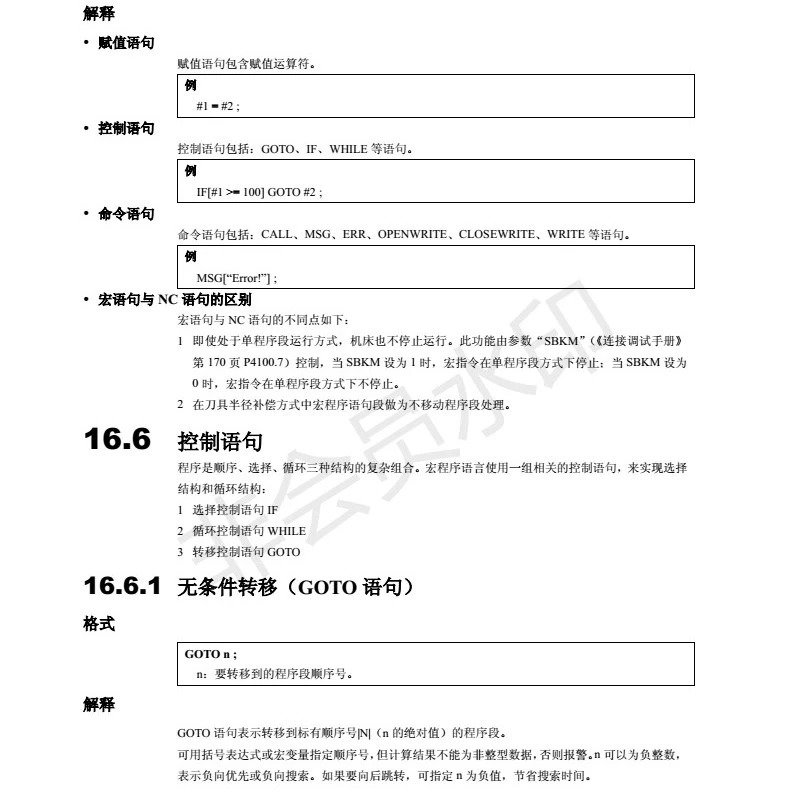
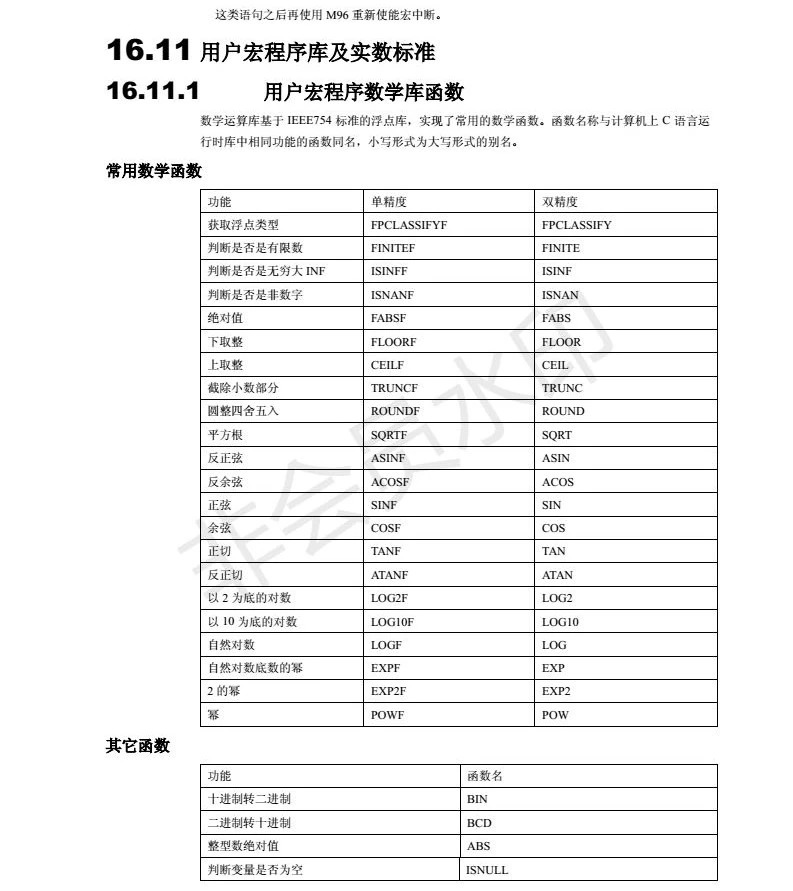
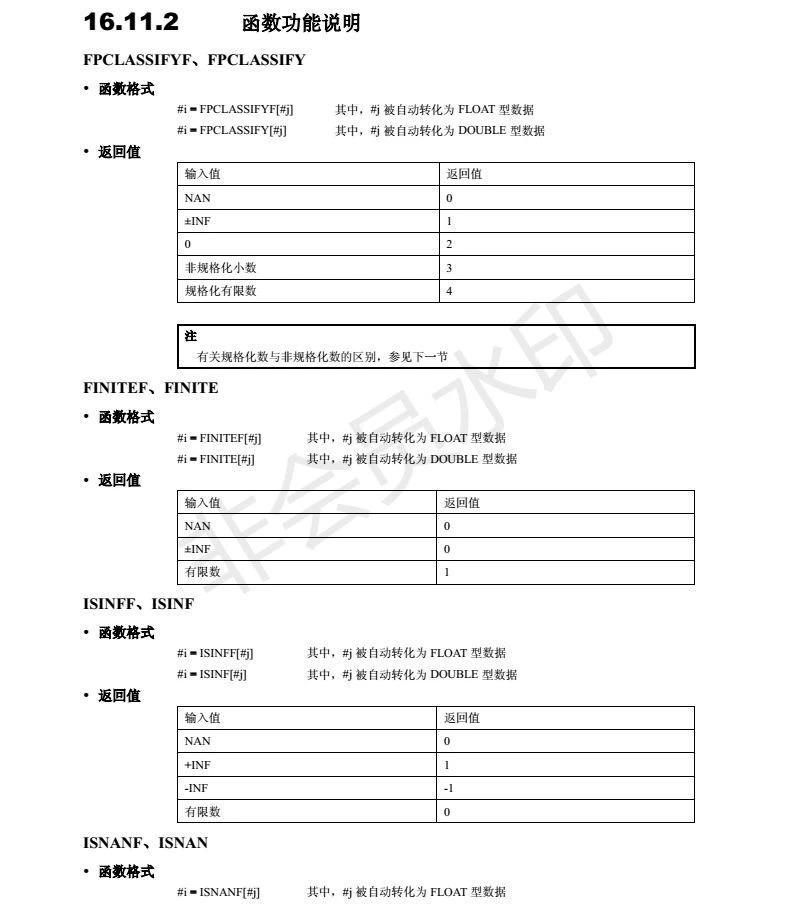
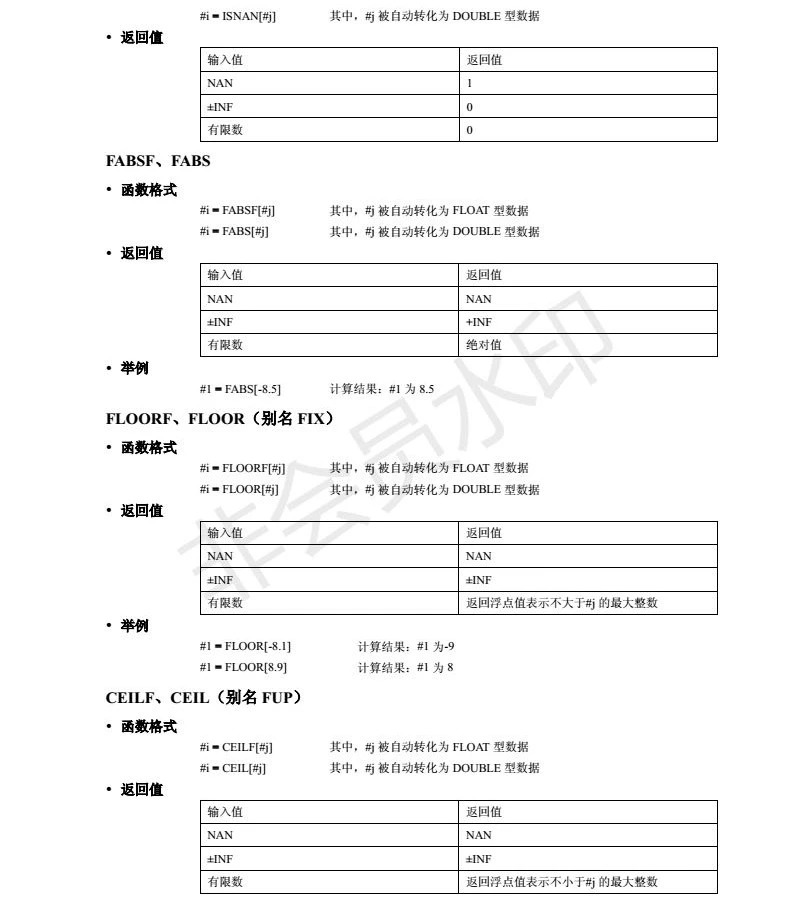
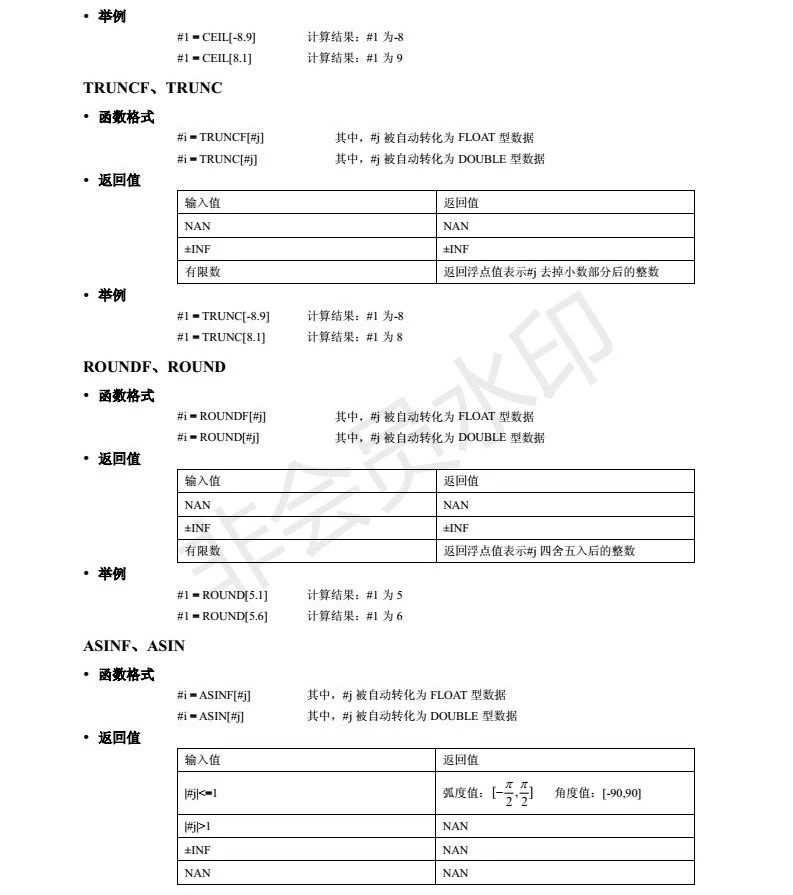
凯恩帝宏程序知识扩展
宏A:
\










镇江鑫华数控科技有限公司
Xinhua Zhenjiang CNC Technology Co.Ltd.
地址 :江苏省镇江市丹徒区高资街道唐驾庄(346国道北侧)
电话(传真 ) :0511-85680006 0511-85683223
邮箱 :zjxhskkj@163.com
联系人:沈茜
电话 : 18168581176